Lederherstellung
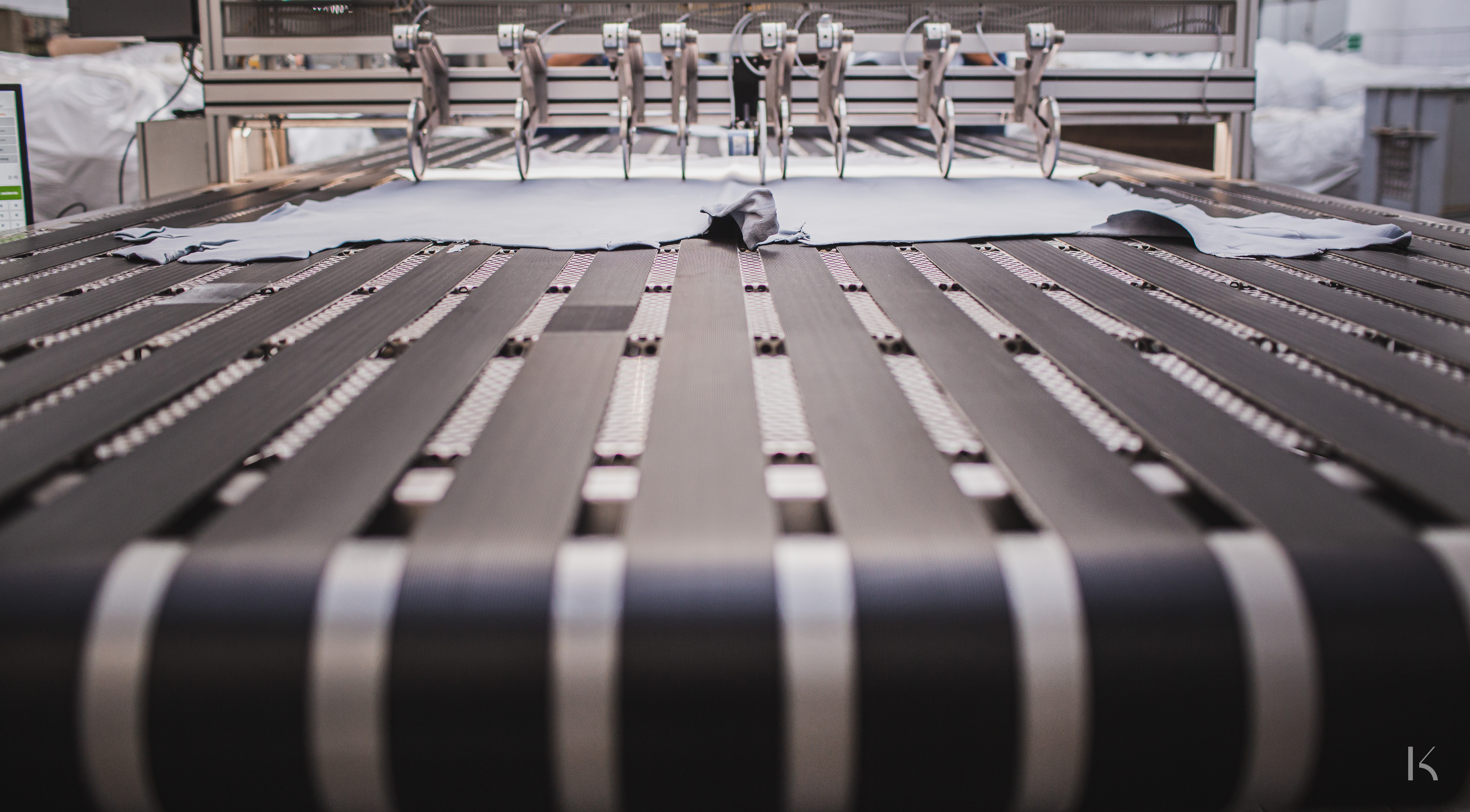
Wir stellen hochwertige Kalbleder für den anspruchsvollen Verarbeiter her. Die bekannten Freudenberg – Boxkalbleder werden bei uns noch nach traditionellen Verfahren hergestellt. Unser größter Anspruch liegt in der Pflege unseres Handwerks, dabei steht die Umwelt im ständigen Vordergrund. Die Gerberei KEGAR Sp. z o.o. ist heute ein vollstufiger Dienstleistungsbetrieb und produziert im Auftrag und exklusiv für die Weinheimer Leder GmbH.