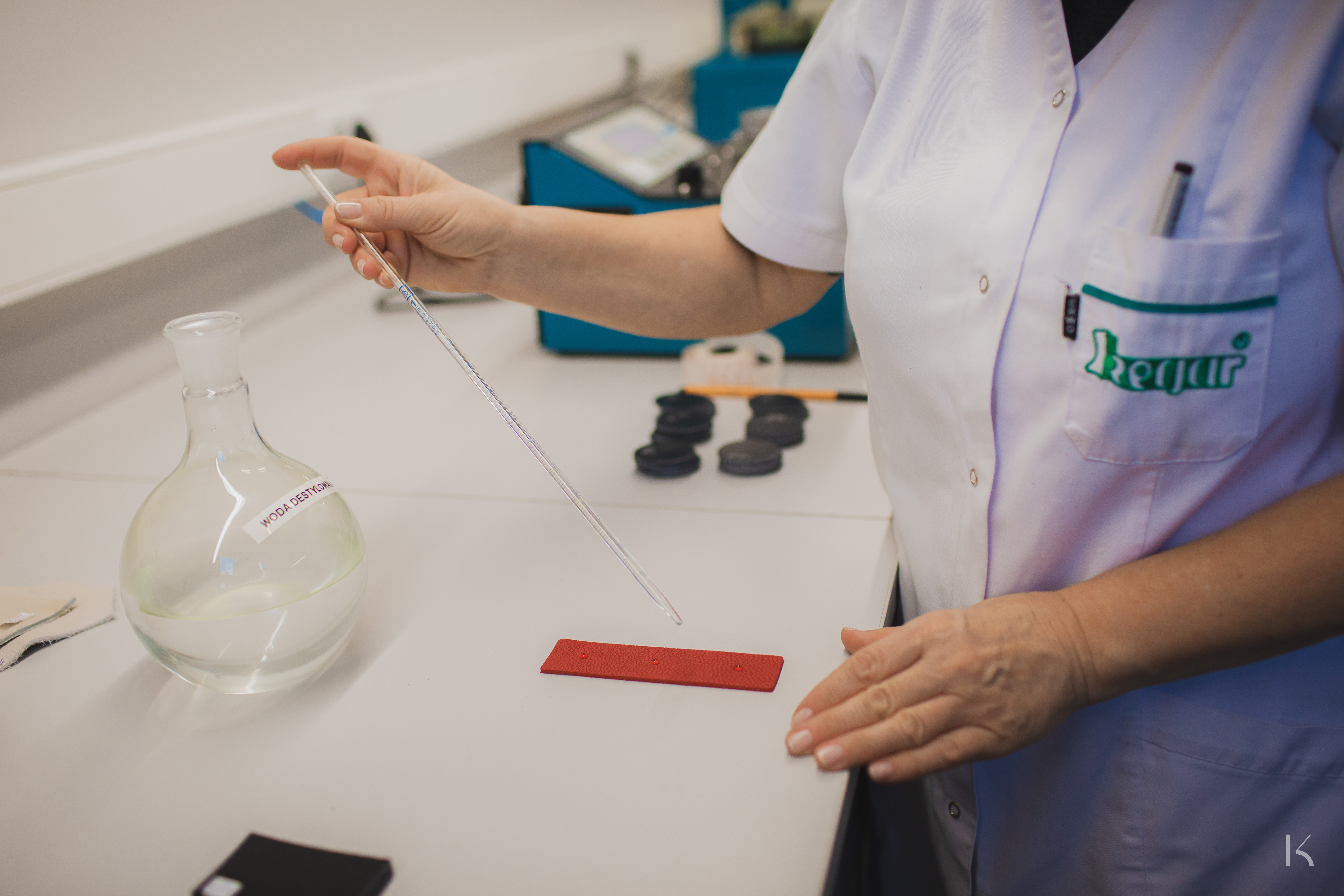
Production stages
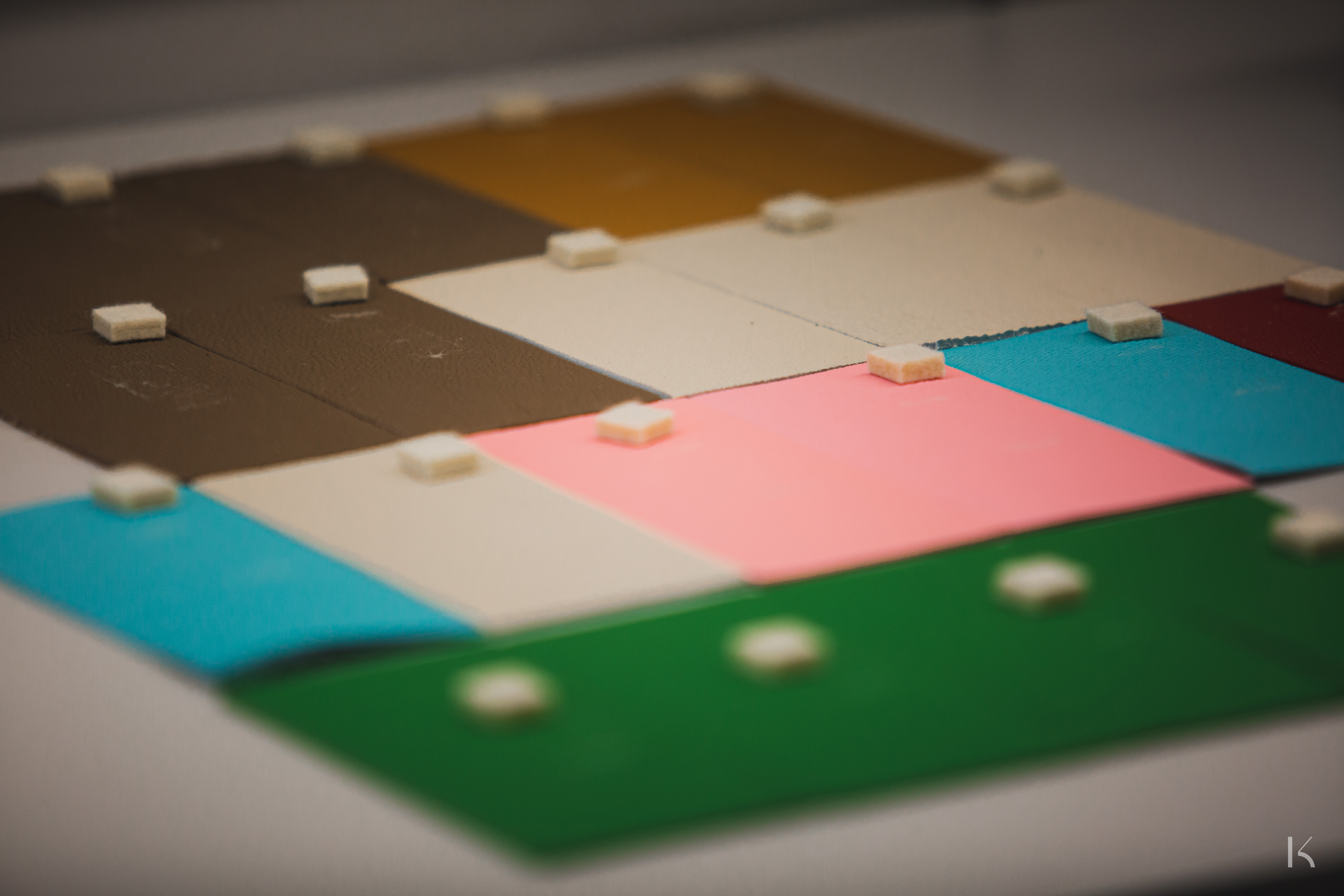
We manufacture the finest calf leather for demanding clients. The well-known Freudenberg – Box Calf is produced according to traditional tanning methods. Focus on craft and care for the environment are our main objectives. KEGAR Sp. z o.o. tannery is a complete service company and manufactures leather by order and exclusively for the Weinheimer Leder GmbH.